Studie på halvledermatrisbindingsprosess, inkludert limbindingsprosess, eutektisk bindingsprosess, mykloddebindingsprosess, sølvsintringsbindingsprosess, varmpressende bindingsprosess, flip chip-bindingsprosess. Typer og viktige tekniske indikatorer for bindingsutstyr for halvledere introduseres, utviklingsstatus analyseres, og utviklingstrenden er prospektert.
1 Oversikt over halvlederindustri og emballasje
Halvlederindustrien inkluderer spesifikt oppstrøms halvledermaterialer og -utstyr, midtstrøms halvlederproduksjon og nedstrømsapplikasjoner. mitt lands halvlederindustri startet sent, men etter nesten ti år med rask utvikling har landet mitt blitt verdens største forbrukermarked for halvlederprodukter og verdens største marked for halvlederutstyr. Halvlederindustrien har utviklet seg raskt i form av én generasjon utstyr, én generasjon prosess og én generasjon produkter. Forskningen på halvlederprosess og utstyr er kjernedrivkraften for kontinuerlig fremgang i industrien og garantien for industrialisering og masseproduksjon av halvlederprodukter.
Utviklingshistorien til halvlederemballasjeteknologi er historien om kontinuerlig forbedring av chipytelse og kontinuerlig miniatyrisering av systemer. Den interne drivkraften til emballasjeteknologi har utviklet seg fra feltet av avanserte smarttelefoner til felt som høyytelses databehandling og kunstig intelligens. De fire stadiene i utviklingen av halvlederemballasjeteknologi er vist i tabell 1.
Etter hvert som halvlederlitografiprosessnodene beveger seg mot 10 nm, 7 nm, 5 nm, 3 nm og 2 nm, fortsetter FoU- og produksjonskostnadene å stige, utbyttehastigheten synker, og Moores lov avtar. Fra perspektivet til industrielle utviklingstrender, for tiden begrenset av de fysiske grensene for transistortetthet og den enorme økningen i produksjonskostnader, utvikler emballasje seg i retning av miniatyrisering, høy tetthet, høy ytelse, høy hastighet, høy frekvens og høy integrasjon. Halvlederindustrien har gått inn i post-Moore-æraen, og avanserte prosesser er ikke lenger bare fokusert på fremgang av wafer-produksjonsteknologinoder, men går gradvis over til avansert emballasjeteknologi. Avansert emballasjeteknologi kan ikke bare forbedre funksjoner og øke produktverdien, men også effektivt redusere produksjonskostnadene, og bli en viktig vei for å fortsette Moores lov. På den ene siden brukes kjernepartikkelteknologien til å splitte komplekse systemer i flere emballasjeteknologier som kan pakkes i heterogen og heterogen emballasje. På den annen side brukes den integrerte systemteknologien til å integrere enheter av forskjellige materialer og strukturer, noe som har unike funksjonelle fordeler. Integrasjonen av flere funksjoner og enheter av forskjellige materialer realiseres ved bruk av mikroelektronikkteknologi, og utviklingen fra integrerte kretser til integrerte systemer realiseres.
Halvlederemballasje er utgangspunktet for brikkeproduksjon og en bro mellom brikkens indre verden og det eksterne systemet. I dag, i tillegg til den tradisjonelle halvleder emballasje og testing selskaper, halvledereoblatstøperier, halvlederdesignselskaper og integrerte komponentselskaper utvikler aktivt avansert emballasje eller relaterte nøkkelemballasjeteknologier.
Hovedprosessene til tradisjonell emballasjeteknologi eroblattynning, skjæring, dysebinding, trådbinding, plastforsegling, galvanisering, ribbeskjæring og støping, etc. Blant dem er dysebindingsprosessen en av de mest komplekse og kritiske pakkeprosessene, og dysebindingsprosessutstyret er også en av det mest kritiske kjerneutstyret innen halvlederemballasje, og er et av pakkeutstyret med høyest markedsverdi. Selv om avansert emballasjeteknologi bruker front-end-prosesser som litografi, etsing, metallisering og planarisering, er den viktigste pakkeprosessen fortsatt formbindingsprosessen.
2 Semiconductor dyse bonding prosess
2.1 Oversikt
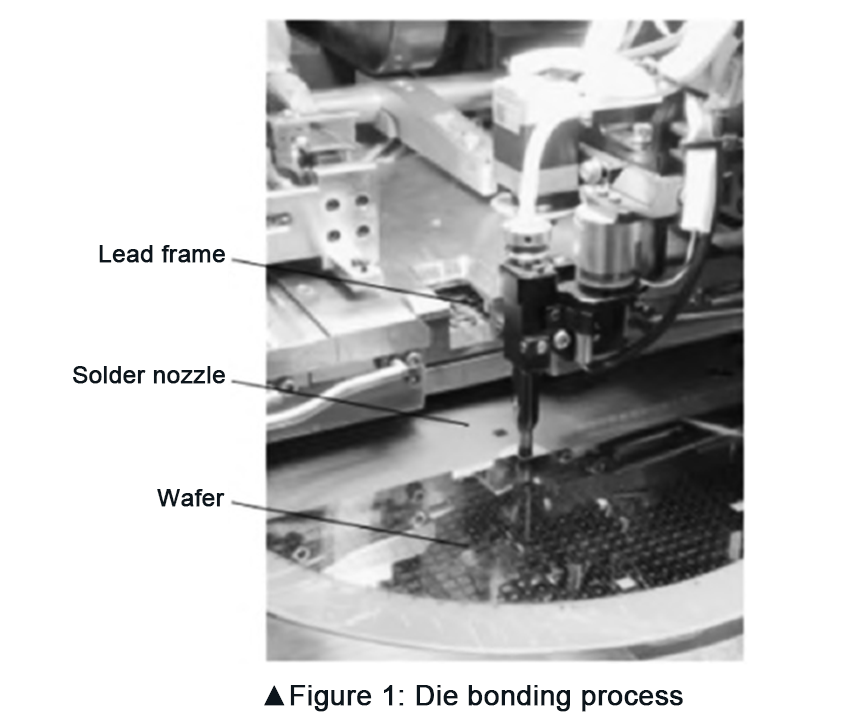
Dysebindingsprosessen kalles også sponlading, kjernelading, dysebinding, sponbindingsprosess osv. Dysebindingsprosessen er vist i figur 1. Generelt sett er dysebinding å plukke opp brikken fra waferen ved hjelp av et sveisehode sugedyse ved hjelp av vakuum, og plasser den på det angitte puteområdet på blyrammen eller emballasjesubstratet under visuell veiledning, slik at brikken og puten er festet og festet. Kvaliteten og effektiviteten til dysebindingsprosessen vil direkte påvirke kvaliteten og effektiviteten til etterfølgende trådbinding, så dysebinding er en av nøkkelteknologiene i halvleder-back-end-prosessen.
For forskjellige halvlederproduktemballasjeprosesser er det for tiden seks hovedteknologier for dysebindingsprosess, nemlig limbinding, eutektisk binding, myk loddebinding, sølvsintringsbinding, varmpressingsbinding og flip-chip-binding. For å oppnå god sponbinding er det nødvendig å få nøkkelprosesselementene i formbindingsprosessen til å samarbeide med hverandre, hovedsakelig inkludert formbindingsmaterialer, temperatur, tid, trykk og andre elementer.
2. 2 Limingsprosess
Under limbinding må en viss mengde lim påføres ledningsrammen eller pakkesubstratet før du plasserer brikken, og deretter tar formbindingshodet opp brikken, og gjennom maskinsynsveiledning plasseres brikken nøyaktig på limingen plassering av blyrammen eller pakkesubstratet belagt med lim, og en viss dysebindingskraft påføres brikken gjennom dysebindingsmaskinhodet, og danner en selvklebende lag mellom brikken og blyrammen eller pakkesubstratet, for å oppnå formålet med å lime, installere og fikse brikken. Denne dysebindingsprosessen kalles også limbindingsprosess fordi lim må påføres foran dysebindingsmaskinen.
Vanlig brukte lim inkluderer halvledermaterialer som epoksyharpiks og ledende sølvpasta. Limbinding er den mest brukte halvlederbrikkeformbindingsprosessen fordi prosessen er relativt enkel, kostnadene er lave og en rekke materialer kan brukes.
2.3 Eutektisk bindingsprosess
Under eutektisk binding er eutektisk bindingsmateriale vanligvis forhåndspåført på bunnen av brikken eller ledningsrammen. Det eutektiske bindingsutstyret fanger opp brikken og styres av maskinsynssystemet for å nøyaktig plassere brikken i den tilsvarende bindingsposisjonen til lederrammen. Brikken og ledningsrammen danner et eutektisk bindingsgrensesnitt mellom brikken og pakkesubstratet under den kombinerte virkningen av oppvarming og trykk. Den eutektiske bindingsprosessen brukes ofte i blyramme og keramisk substratemballasje.
Eutektiske bindematerialer blandes vanligvis av to materialer ved en viss temperatur. Vanlig brukte materialer inkluderer gull og tinn, gull og silisium, etc. Når du bruker den eutektiske bindingsprosessen, vil sporoverføringsmodulen der blyrammen er plassert forvarme rammen. Nøkkelen til realiseringen av den eutektiske bindingsprosessen er at det eutektiske bindingsmaterialet kan smelte ved en temperatur langt under smeltepunktet til de to bestanddelene for å danne en binding. For å forhindre at rammen oksideres under den eutektiske bindingsprosessen, bruker den eutektiske bindingsprosessen også ofte beskyttende gasser som hydrogen- og nitrogenblandet gass som tilføres sporet for å beskytte blyrammen.
2. 4 Myk loddebindingsprosess
Ved mykloddeliming, før du plasserer brikken, fortinnes og presses limingsposisjonen på blyrammen, eller dobbeltfortinnet, og blyrammen må varmes opp i sporet. Fordelen med mykloddebindingsprosessen er god varmeledningsevne, og ulempen er at den er lett å oksidere og prosessen er relativt komplisert. Den er egnet for blyrammeemballasje av kraftenheter, for eksempel transistorkonturemballasje.
2. 5 Sølvsintringsbindingsprosess
Den mest lovende bindingsprosessen for den nåværende tredjegenerasjons krafthalvlederbrikken er bruken av metallpartikkelsintringsteknologi, som blander polymerer som epoksyharpiks som er ansvarlig for tilkobling i det ledende limet. Den har utmerket elektrisk ledningsevne, termisk ledningsevne og serviceegenskaper ved høye temperaturer. Det er også en nøkkelteknologi for ytterligere gjennombrudd i tredjegenerasjons halvlederemballasje de siste årene.
2.6 Termokompresjonsbindingsprosess
I emballasjeapplikasjonen for høyytelses tredimensjonale integrerte kretser, på grunn av den kontinuerlige reduksjonen av chipinterconnect input/output pitch, bump størrelse og pitch, har halvlederselskapet Intel lansert en termokompresjonsbindingsprosess for avanserte small pitch bonding-applikasjoner, bonding tiny bump chips med en pitch på 40 til 50 μm eller til og med 10 μm. Termokompresjonsbindingsprosessen er egnet for chip-til-wafer og chip-til-substrat-applikasjoner. Som en rask flertrinnsprosess står termokompresjonsbindingsprosessen overfor utfordringer i prosesskontrollspørsmål, som ujevn temperatur og ukontrollerbar smelting av loddemetall med lite volum. Under termokompresjonsbinding må temperatur, trykk, posisjon osv. oppfylle nøyaktige kontrollkrav.
2.7 Flip chip bonding prosess
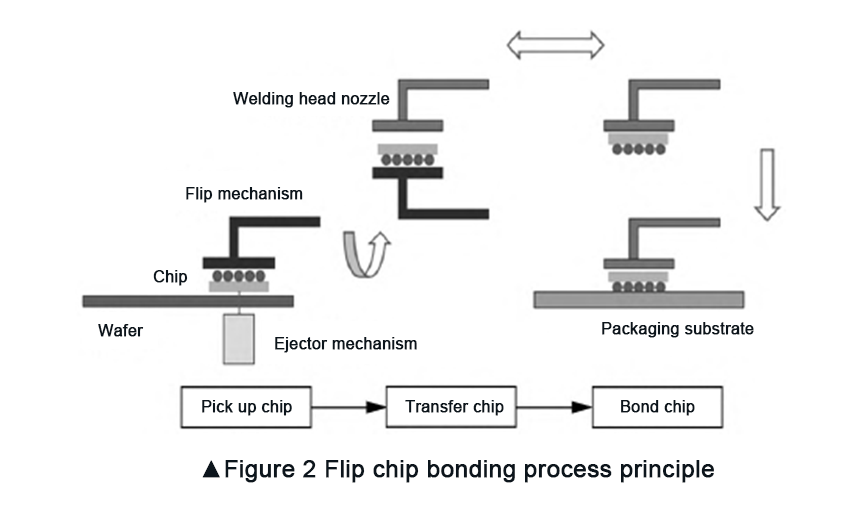
Prinsippet for flip chip bonding prosessen er vist i figur 2. Flip mekanismen plukker opp brikken fra waferen og snur den 180° for å overføre brikken. Loddehodedysen fanger opp brikken fra vippemekanismen, og støtretningen til brikken er nedover. Etter at sveisehodedysen beveger seg til toppen av emballasjesubstratet, beveger den seg nedover for å feste og feste brikken på emballasjesubstratet.
Flip chip-emballasje er en avansert chip-sammenkoblingsteknologi og har blitt hovedutviklingsretningen for avansert emballasjeteknologi. Den har egenskapene til høy tetthet, høy ytelse, tynn og kort, og kan møte utviklingskravene til forbrukerelektroniske produkter som smarttelefoner og nettbrett. Flip chip bonding prosessen gjør emballasjekostnaden lavere og kan realisere stablede chips og tredimensjonal emballasje. Det er mye brukt i emballasjeteknologifelt som 2,5D/3D integrert emballasje, emballasje på wafernivå og emballasje på systemnivå. Flip-chip-bindingsprosessen er den mest brukte og mest brukte solid-die bonding-prosessen i avansert emballasjeteknologi.
Innleggstid: 18. november 2024