Oversikt over halvlederprosessen
Halvlederprosessen involverer først og fremst bruk av mikrofabrikasjon og filmteknologier for å koble sammen brikker og andre elementer i ulike regioner, for eksempel underlag og rammer. Dette letter utvinning av blyterminaler og innkapsling med et isolasjonsmedium av plast for å danne en integrert helhet, presentert som en tredimensjonal struktur, som til slutt fullfører halvlederemballasjeprosessen. Konseptet med halvlederprosessen gjelder også den snevre definisjonen av halvlederbrikkeemballasje. Fra et bredere perspektiv refererer det til emballasjeteknikk, som innebærer å koble til og feste til underlaget, konfigurere det tilsvarende elektroniske utstyret og konstruere et komplett system med sterk omfattende ytelse.
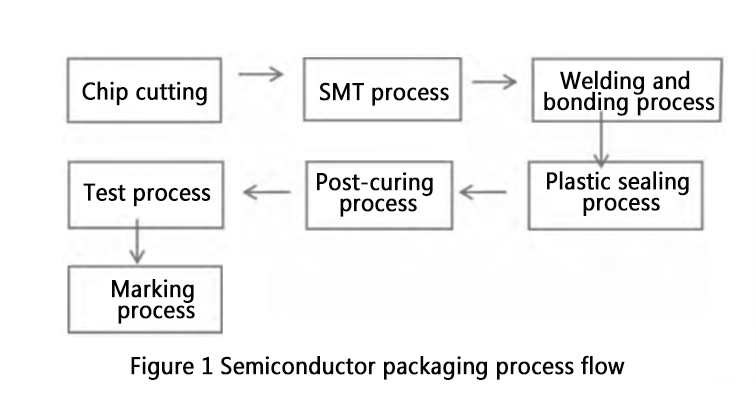
Halvlederpakkeprosessflyt
Pakkeprosessen for halvledere inkluderer flere oppgaver, som illustrert i figur 1. Hver prosess har spesifikke krav og nært beslektede arbeidsflyter, noe som krever detaljert analyse under den praktiske fasen. Det spesifikke innholdet er som følger:
1. Chipskjæring
I halvlederemballasjeprosessen innebærer skjæring av silisiumskiver i individuelle brikker og umiddelbart fjerning av silisiumrester for å forhindre hindringer for påfølgende arbeid og kvalitetskontroll.
2. Chip Montering
Chipmonteringsprosessen fokuserer på å unngå kretsskade under wafersliping ved å påføre et beskyttende filmlag, som konsekvent understreker kretsintegriteten.
3. Trådbindingsprosess
Kontroll av kvaliteten på ledningsbindingsprosessen innebærer å bruke forskjellige typer gulltråder for å koble brikkens bindingsputer med rammeputene, for å sikre at brikken kan kobles til eksterne kretser og opprettholde den generelle prosessintegriteten. Vanligvis brukes dopede gulltråder og legerte gulltråder.
Dopet gulltråd: Typer inkluderer GS, GW og TS, egnet for høy bue (GS: >250 μm), middels høy lysbue (GW: 200-300 μm) og middels lav bue (TS: 100-200) μm) binding.
Legerte gulltråder: Typer inkluderer AG2 og AG3, egnet for binding med lav bue (70-100 μm).
Diameteralternativene for disse ledningene varierer fra 0,013 mm til 0,070 mm. Å velge riktig type og diameter basert på operasjonelle krav og standarder er avgjørende for kvalitetskontroll.
4. Støpeprosess
Hovedkretsen i støpeelementer involverer innkapsling. Kontroll av kvaliteten på støpeprosessen beskytter komponentene, spesielt mot ytre krefter som forårsaker ulik grad av skade. Dette innebærer en grundig analyse av komponentenes fysiske egenskaper.
Tre hovedmetoder brukes for tiden: keramisk emballasje, plastemballasje og tradisjonell emballasje. Å administrere andelen av hver emballasjetype er avgjørende for å møte globale chipsproduksjonskrav. Under prosessen kreves omfattende ferdigheter, som forvarming av brikken og blyrammen før innkapsling med epoksyharpiks, støping og herding etter støping.
5. Etterherdingsprosess
Etter støpeprosessen kreves etterherdingsbehandling, med fokus på å fjerne overflødig materiale rundt prosessen eller pakken. Kvalitetskontroll er viktig for å unngå å påvirke den generelle prosesskvaliteten og utseendet.
6.Testprosess
Når de tidligere prosessene er fullført, må den generelle kvaliteten på prosessen testes ved hjelp av avanserte testteknologier og fasiliteter. Dette trinnet involverer detaljert registrering av data, med fokus på om brikken fungerer normalt basert på ytelsesnivået. Gitt de høye kostnadene ved testing av utstyr, er det avgjørende å opprettholde kvalitetskontroll gjennom hele produksjonsstadiene, inkludert visuell inspeksjon og elektrisk ytelsestesting.
Testing av elektrisk ytelse: Dette innebærer å teste integrerte kretser ved bruk av automatisk testutstyr og å sikre at hver krets er riktig tilkoblet for elektrisk testing.
Visuell inspeksjon: Teknikere bruker mikroskoper for å inspisere de ferdigpakkede brikkene grundig for å sikre at de er fri for defekter og oppfyller kvalitetsstandarder for halvlederemballasje.
7. Markeringsprosess
Merkeprosessen innebærer å overføre de testede brikkene til et halvferdig lager for sluttbehandling, kvalitetskontroll, pakking og frakt. Denne prosessen inkluderer tre hovedtrinn:
1) Galvanisering: Etter at ledningene er dannet, påføres et anti-korrosjonsmateriale for å forhindre oksidasjon og korrosjon. Elektropletteringsavsetningsteknologi brukes vanligvis siden de fleste ledninger er laget av tinn.
2) Bøying: De behandlede ledningene formes deretter, med den integrerte kretsstripen plassert i et blyformingsverktøy, og kontrollerer ledningsformen (J- eller L-type) og overflatemontert emballasje.
3) Laserutskrift: Til slutt trykkes de dannede produktene med et design, som fungerer som et spesielt merke for halvlederemballasjeprosessen, som illustrert i figur 3.
Utfordringer og anbefalinger
Studiet av halvlederemballasjeprosesser begynner med en oversikt over halvlederteknologi for å forstå dens prinsipper. Deretter tar sikte på å undersøke pakkeprosessflyten for å sikre grundig kontroll under operasjoner, ved å bruke raffinert styring for å unngå rutineproblemer. I sammenheng med moderne utvikling er det avgjørende å identifisere utfordringer i halvlederemballasjeprosesser. Det anbefales å fokusere på kvalitetskontrollaspekter, grundig mestring av nøkkelpunkter for å effektivt forbedre prosesskvaliteten.
Analyser fra et kvalitetskontrollperspektiv er det betydelige utfordringer under implementeringen på grunn av tallrike prosesser med spesifikt innhold og krav, som hver påvirker hverandre. Det er nødvendig med streng kontroll under praktiske operasjoner. Ved å innta en omhyggelig arbeidsholdning og bruke avanserte teknologier, kan halvlederemballasjeprosessens kvalitet og tekniske nivåer forbedres, noe som sikrer omfattende applikasjonseffektivitet og oppnår utmerkede generelle fordeler.(som vist i figur 3).
Innleggstid: 22. mai 2024