I halvlederproduksjon er det en teknikk som kalles "etsing" under behandlingen av et substrat eller en tynn film dannet på substratet. Utviklingen av etseteknologi har spilt en rolle i å realisere spådommen fra Intel-grunnlegger Gordon Moore i 1965 om at "integrasjonstettheten til transistorer vil dobles på 1,5 til 2 år" (ofte kjent som "Moores lov").
Etsing er ikke en "additiv" prosess som avsetning eller binding, men en "subtraktiv" prosess. I tillegg er det i henhold til de forskjellige skrapemetodene delt inn i to kategorier, nemlig «våt etsing» og «tørr etsing». For å si det enkelt er førstnevnte en smeltemetode og sistnevnte er en gravemetode.
I denne artikkelen vil vi kort forklare egenskapene og forskjellene til hver etseteknologi, våt og tørr etsing, samt bruksområdene som hver er egnet for.
Oversikt over etseprosessen
Etseteknologi sies å ha sin opprinnelse i Europa på midten av 1400-tallet. På den tiden ble syre helt inn i en gravert kobberplate for å korrodere det nakne kobberet og danne et dyptrykk. Overflatebehandlingsteknikker som utnytter effekten av korrosjon er viden kjent som "etsing".
Formålet med etseprosessen i halvlederproduksjon er å kutte substratet eller filmen på substratet i henhold til tegningen. Ved å gjenta de forberedende trinnene med filmdannelse, fotolitografi og etsing, blir den plane strukturen behandlet til en tredimensjonal struktur.
Forskjellen mellom våt og tørr etsing
Etter fotolitografiprosessen blir det eksponerte substratet vått eller tørt etset i en etseprosess.
Våtetsing bruker en løsning for å etse og skrape bort overflaten. Selv om denne metoden kan behandles raskt og billig, er dens ulempe at prosesseringsnøyaktigheten er litt lavere. Derfor ble tørr etsing født rundt 1970. Tørr etsing bruker ikke en løsning, men bruker gass for å treffe substratoverflaten for å skrape den, som er preget av høy prosesseringsnøyaktighet.
"Isotropi" og "Anisotropi"
Når vi introduserer forskjellen mellom våt og tørr etsing, er de essensielle ordene "isotropisk" og "anisotropisk". Isotropi betyr at de fysiske egenskapene til materie og rom ikke endres med retning, og anisotropi betyr at de fysiske egenskapene til materie og rom varierer med retning.
Isotropisk etsing betyr at etsingen fortsetter med samme mengde rundt et bestemt punkt, og anisotropisk etsing betyr at etsingen fortsetter i forskjellige retninger rundt et bestemt punkt. For eksempel, ved etsing under halvlederproduksjon, velges ofte anisotropisk etsing slik at bare målretningen blir skrapet, slik at andre retninger blir intakte.
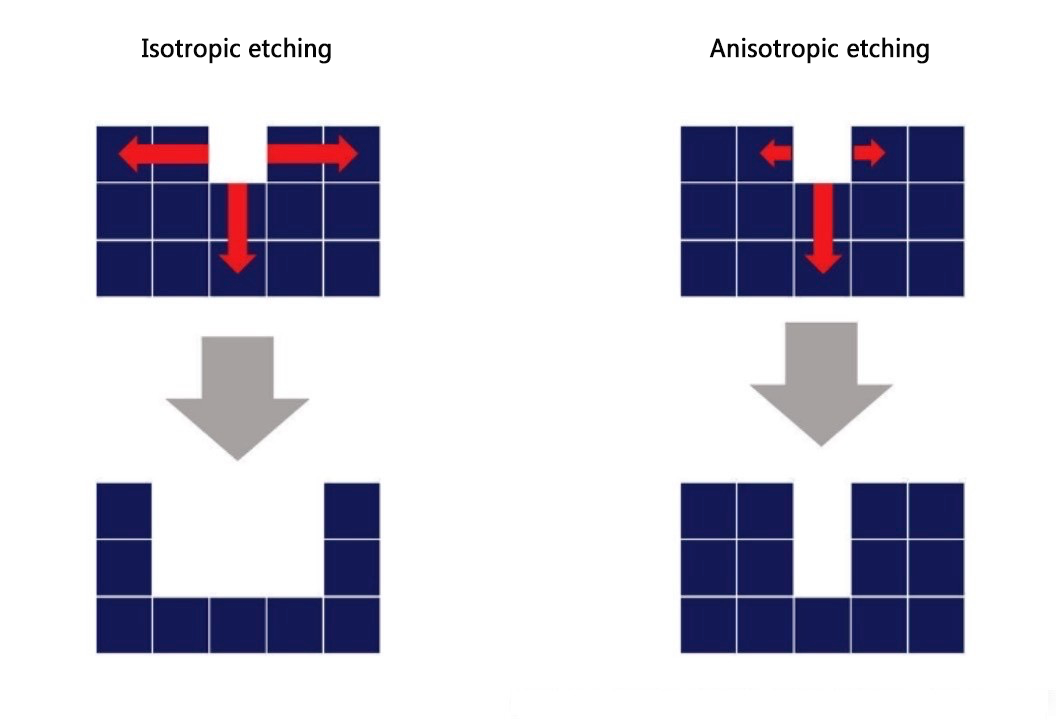 Bilder av "Isotropic Etch" og "Anisotropic Etch"
Bilder av "Isotropic Etch" og "Anisotropic Etch"
Våtetsing med kjemikalier.
Våtetsing bruker en kjemisk reaksjon mellom et kjemikalie og et substrat. Med denne metoden er ikke anisotropisk etsning umulig, men det er mye vanskeligere enn isotropisk etsing. Det er mange restriksjoner på kombinasjonen av løsninger og materialer, og forhold som substrattemperatur, løsningskonsentrasjon og tilsetningsmengde må kontrolleres strengt.
Uansett hvor fint forholdene er justert, er våtetsing vanskelig å oppnå finbehandling under 1 μm. En grunn til dette er behovet for å kontrollere sideetsing.
Underskjæring er et fenomen også kjent som underskjæring. Selv om det er håp om at materialet bare vil bli oppløst i vertikal retning (dybderetning) ved våtetsing, er det umulig å fullstendig forhindre at løsningen treffer sidene, så oppløsningen av materialet i parallell retning vil uunngåelig fortsette . På grunn av dette fenomenet produserer våtetsing tilfeldig seksjoner som er smalere enn målbredden. På denne måten, når du behandler produkter som krever nøyaktig strømkontroll, er reproduserbarheten lav og nøyaktigheten upålitelig.
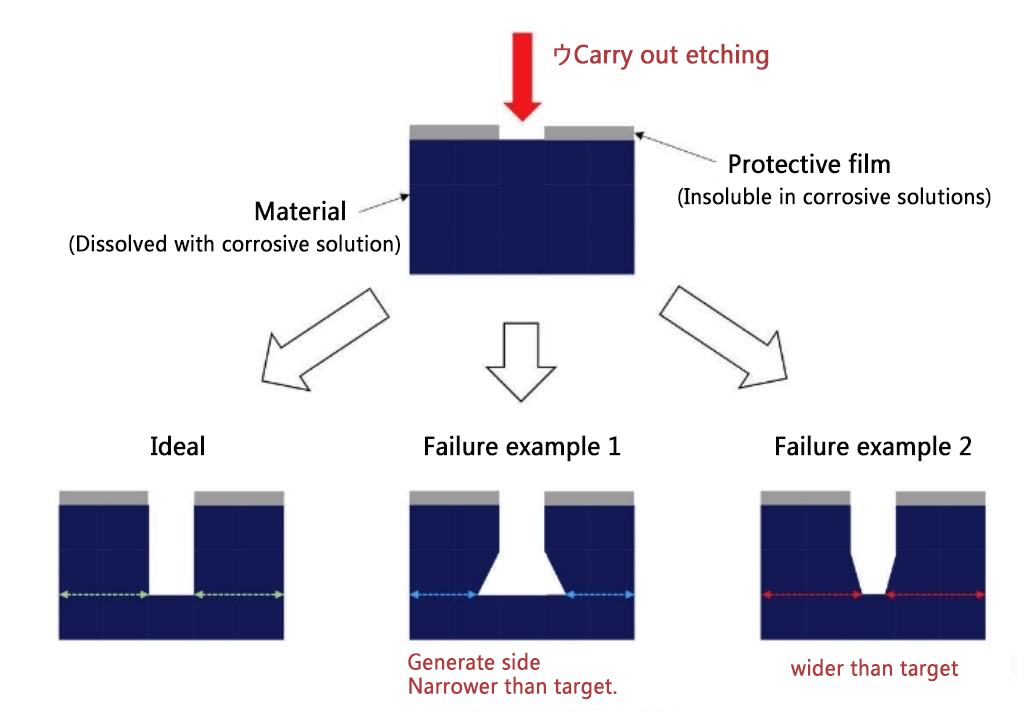 Eksempler på mulige feil ved våtetsing
Eksempler på mulige feil ved våtetsing
Hvorfor tørr etsing er egnet for mikrobearbeiding
Beskrivelse av beslektet teknikk Tørretsing egnet for anisotropisk etsing brukes i halvlederfremstillingsprosesser som krever høypresisjonsbehandling. Tørretsing omtales ofte som reaktiv ionetsing (RIE), som også kan omfatte plasmaetsing og sputteretsing i vid forstand, men denne artikkelen vil fokusere på RIE.
For å forklare hvorfor anisotropisk etsing er lettere med tørr etsing, la oss se nærmere på RIE-prosessen. Det er lett å forstå ved å dele prosessen med tørr etsing og skraping av underlaget i to typer: "kjemisk etsing" og "fysisk etsing".
Kjemisk etsing skjer i tre trinn. Først blir de reaktive gassene adsorbert på overflaten. Deretter dannes reaksjonsprodukter fra reaksjonsgassen og substratmaterialet, og til slutt desorberes reaksjonsproduktene. I den etterfølgende fysiske etsingen etses substratet vertikalt nedover ved å påføre argongass vertikalt på substratet.
Kjemisk etsing skjer isotropisk, mens fysisk etsing kan skje anisotropisk ved å kontrollere retningen for gasspåføring. På grunn av denne fysiske etsingen tillater tørr-etsing mer kontroll over etsingsretningen enn våtetsing.
Tørr og våt etsing krever også de samme strenge vilkårene som våt etsing, men den har høyere reproduserbarhet enn våt etsing og har mange lettere å kontrollere elementer. Derfor er det ingen tvil om at tørrassing er mer gunstig for industriell produksjon.
Hvorfor våtetsing fortsatt er nødvendig
Når du først forstår den tilsynelatende allmektige tørre etsningen, kan du lure på hvorfor våtetsing fortsatt eksisterer. Grunnen er imidlertid enkel: Våtetsing gjør produktet billigere.
Hovedforskjellen mellom tørr og våt etsing er kostnadene. Kjemikaliene som brukes i våtetsing er ikke så dyre, og prisen på selve utstyret sies å være omtrent 1/10 av det for tørt etseutstyr. I tillegg er behandlingstiden kort og flere substrater kan behandles samtidig, noe som reduserer produksjonskostnadene. Som et resultat kan vi holde produktkostnadene lave, noe som gir oss en fordel i forhold til våre konkurrenter. Dersom kravene til bearbeidingsnøyaktighet ikke er høye, vil mange bedrifter velge våtetsing for grov masseproduksjon.
Etseprosessen ble introdusert som en prosess som spiller en rolle i mikrofabrikasjonsteknologi. Etseprosessen er grovt delt inn i våt og tørr etsing. Hvis kostnaden er viktig, er førstnevnte bedre, og hvis mikroprosessering under 1 μm er nødvendig, er sistnevnte bedre. Ideelt sett kan en prosess velges basert på produktet som skal produseres og kostnadene, i stedet for hvilken som er best.
Innleggstid: 16. april 2024